
Manufacturing June 30, 2026
How Dumbbells Are Made: Inside LanDer's Hex Dumbbell Factory

TL;DR — We manufacture rubber hex dumbbells at our factory in Rizhao, China. Cast iron core, 4 coating material options, 6 QC checks per batch.
Whether you need standard rubber hex dumbbells at factory-direct pricing or fully custom-branded dumbbells for your fitness brand, this is exactly how we do it — and what you should know before placing an order.
Contact us for a tailored quote within 48 hours →
Whether you need standard rubber hex dumbbells at factory-direct pricing or fully custom-branded dumbbells for your fitness brand, this is exactly how we do it — and what you should know before placing an order.
Contact us for a tailored quote within 48 hours →
Why Dumbbells Are the #1 Fitness Equipment Product Worldwide
No piece of gym equipment outsells the dumbbell. From commercial gyms to home setups, dumbbells are the foundation of strength training — and global demand keeps climbing year after year.
Dumbbells offer unmatched versatility: presses, rows, curls, lunges, flyes, and hundreds of variations. A single pair replaces half the floor space of a gym machine. That is why every facility — CrossFit box, hotel gym, apartment fitness center, corporate wellness room — stocks rows of them.
But not all dumbbells are equal. A poorly made dumbbell has visible casting defects, a handle that feels wrong in the hand, rubber that peels after 6 months, or worst of all — a head that separates from the handle under impact.
We have been manufacturing dumbbells for 20+ years at our ISO 9001-certified factory in Rizhao, Shandong. Below is exactly how we make them — and what separates a professional dumbbell from one that ends up collecting dust.
Casting the Iron Core: Gray Iron, Forging, and Why One-Piece Matters
A real dumbbell starts as a solid piece of cast iron. Anything less is a compromise — and for commercial use, a liability.
Gray iron casting: Molten iron (gray iron is standard; ductile iron available for premium grades) is poured into precision sand molds shaped as the dumbbell head. The handle is cast as one continuous piece with both heads — no joints, no welds, no weak points. This is the only construction method we use.
Forged steel (premium option): For clients who demand the absolute best, forged steel dumbbell heads offer superior grain structure and impact resistance. The forging process aligns the metal's internal grain flow along the shape of the head, producing a denser, tougher core than casting alone. This is our recommendation for high-end commercial facilities and competitive training environments.
What to avoid: Some low-cost factories use separate castings for the heads and handle, then press-fit or weld them together. Under repeated drops — which happen thousands of times in a commercial gym — these joints can fail. A dumbbell head coming loose at the wrong moment is a serious safety hazard.
Our standard: Every LanDer dumbbell under 30kg uses one-piece gray iron casting. For 30–50kg units or premium orders, we offer forged steel construction. After casting or forging, each core goes through shot blasting to remove sand residue and create a uniform surface ready for finishing.
Heat Treatment & Surface Preparation: The Invisible Quality Drivers
Heat treatment and surface prep are the two steps that determine whether a dumbbell stays intact for 5 years or 5 months. Neither is visible in the finished product — but both separate professional manufacturing from cheap shortcuts.
Heat treatment: After casting, every dumbbell core undergoes controlled annealing. The iron is heated to 850–900°C and slowly cooled over 12–18 hours. This relieves internal casting stresses, normalizes the grain structure, and dramatically improves impact toughness. A non-annealed casting is brittle — brittle iron cracks under repeated drops.
Surface preparation — three stages:
1. Shot blasting — High-velocity steel shot removes all sand residue, surface scale, and minor irregularities from the casting. Results in a clean, slightly textured surface.
2. Degreasing — Industrial solvents strip away any oils, release agents, or contaminants that could prevent rubber adhesion. If rubber cannot bond to iron, the coating separates — and it always separates at the worst possible time.
3. Pre-heating — Before entering the rubber mold, each core is warmed to 120–150°C. This ensures the rubber compound flows evenly and bonds at the molecular level during hot pressing. Cold steel + hot rubber = incomplete bonding. We do not skip this step.
Rubber Coating: How a Hex Dumbbell Takes Shape

Rubber hex dumbbells dominate the global market for a reason: the hexagonal shape prevents rolling, the rubber absorbs impact, and the combination protects both the equipment and the floor.
Here is how we apply the rubber coating at our factory:
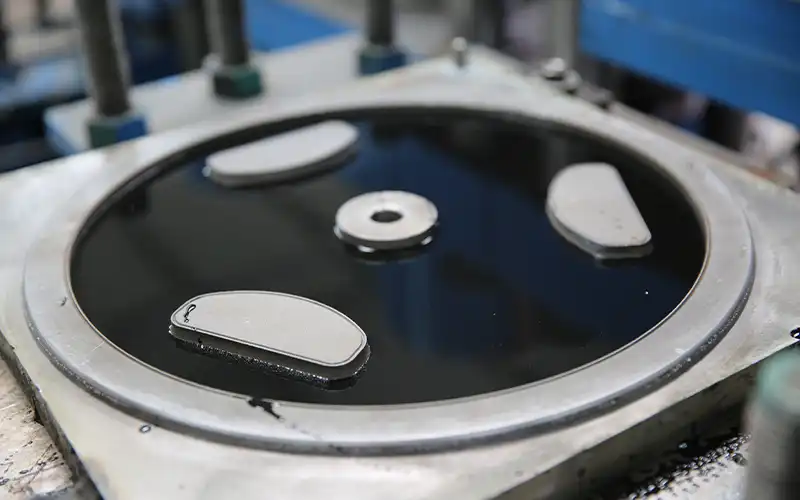
1. Mold preparation — Steel compression molds are cleaned, pre-heated to 140–170°C, and coated with release agent. Each mold cavity is machined to exact hex head dimensions with your specified weight class.
2. Base layer — A precisely measured amount of rubber compound is placed into the lower mold half. The compound formulation is adjusted per your requirements — standard rubber, high-density rubber for heavy commercial use, or specialty compounds for color-matched orders.
3. Core positioning — The prepared dumbbell core is centered in the mold with precision fixtures. Consistent positioning means consistent rubber thickness on every face of the hex head — critical for weight tolerance and balanced feel.
4. Top layer and compression — Another measured layer of rubber compound covers the core. The mold closes under 150–200 tons of pressure at 140–170°C. Heat and pressure cause the rubber to flow around the entire iron core and vulcanize into a permanently bonded coating.
5. De-molding and cooling — After 8–15 minutes (depending on dumbbell size), the mold opens and the coated dumbbell is removed for controlled cooling.
The knurling question: Unlike barbell bars where deep knurling is essential, dumbbell handle texture is a balance. Too aggressive and it tears up hands during high-rep work. Too smooth and grip fails under sweat. Our standard handle finish is a medium-depth diamond knurling — grippy enough for heavy presses, smooth enough for 100-rep sets. Custom knurling depth and pattern available on request.
Have questions about your specific requirements?
Talk to Our Team →Rubber vs. PU vs. Vinyl vs. TPU — Which Coating for Your Market?

Not every dumbbell coating fits every market. Choose the material that matches your customer expectations — and your price positioning.
80% of our export dumbbells use standard rubber coating. It delivers the best balance of durability, cost, and global acceptance. PU is the fastest-growing segment for premium brands. Vinyl remains popular for home fitness and light commercial channels.
Not sure which coating fits your market? Tell us where you sell and your target price point — we will recommend the best option. No consulting fee, no commitment.
| Coating | Best For | Key Characteristics |
|---|---|---|
| Standard Rubber | Commercial gyms, CrossFit, bulk export | Hex shape prevents rolling; impact-absorbing; most popular worldwide; service life 3–5 years |
| PU (Polyurethane) | Boutique studios, luxury hotels, premium retail | Higher density, better cut resistance, low odor, rich color depth; service life 5–7 years |
| Vinyl (PVC) | Home gyms, light commercial, budget retail | Lowest cost; colorful aesthetics; best for light-duty use only; limited impact durability |
| TPU | Apartment gyms, noise-sensitive environments | Superior elasticity and tear strength; quietest on impact; service life 5–7 years |
6 QC Checks Every Dumbbell Goes Through Before Shipping
Dumbbells that fail any of these checks do not leave our facility. Your customers trust you — we protect that trust with documented quality control.
1. Weight tolerance — Every dumbbell weighed individually on calibrated digital scales. Standard: ±2% of labeled weight. Premium: ±1%.
2. Visual inspection — Surface checked for bubbles, cracks, uneven coating, flash lines, color inconsistency, and mold alignment marks.
3. Handle knurling check — Knurling depth and pattern uniformity verified against reference samples. Handle diameter checked with go/no-go gauges.
4. Head concentricity — Random samples measured for head-to-handle alignment. An off-center head causes the dumbbell to feel unbalanced during presses and curls.
5. 1.5-meter drop test — Sample dumbbells dropped onto concrete from 1.5 meters on all six hex faces and the handle end. Must show no cracking, no head-handle separation, no rubber delamination.
6. Rubber hardness (durometer) — Shore A hardness measured on coating samples from every production batch. Consistent hardness means consistent feel, wear rate, and floor protection across your entire order.
Your Brand, Your Dumbbell — Complete Customization from Mold to Delivery

Your dumbbells carry your brand identity — not ours. We give you end-to-end control over how they look, feel, and arrive.
• Embossed logo — Your brand name or logo molded permanently into the rubber on every hex face. Cannot be removed, cannot wear off.
• Weight marking — Clear kg or lb indicators: raised embossed, engraved with color fill, or silk-screen printed depending on your preference.
• Pantone color matching — Rubber compound tinted to your exact brand colors. Color-coded weight ranges for instant gym identification.
• Knurling options — Standard diamond knurling, deep-cut competition pattern, or smooth center with knurled edges. Your choice.
• Shape variants: Standard hex, round head (traditional style), or custom profile — we develop the mold tooling for your spec.
• Packaging options: Bulk pallets for container shipping, FBA-ready individual cartons with barcodes, retail-ready printed boxes, or fully custom-branded packaging with your artwork and SKU system.
• MOQ flexibility — Standard hex shapes with custom finish and packaging start at moderate minimums. Unique head shapes or cast-in logos require custom mold tooling.
Our in-house mold engineering team handles everything from your design file to the first sample set — all within our facility, no sub-contracting.
Start Your Dumbbell Order
Professional dumbbells do not happen by accident. They come from one-piece iron castings, controlled heat treatment, properly bonded rubber coatings, consistent knurling, and 20 years of manufacturing experience.
Contact us at info@landersports.com or visit our Contact page. Tell us your weight range, preferred coating material, estimated order volume, and any branding or packaging requirements. We will respond within 48 hours with a tailored proposal including specs, pricing, and production timeline.
Need other fitness equipment? Explore our full range of kettlebells, barbell plates, barbell bars, weight training accessories, and gym storage solutions on the Products page.